Fonderie

Moule en sable où des ouvriers versent du fer liquide
La fonderie est l’un des procédés de formage des métaux qui consiste à couler un métal ou un alliage liquide dans un moule pour reproduire, après refroidissement, une pièce donnée (forme intérieure et extérieure) en limitant autant que possible les travaux ultérieurs de finition.
La fonderie comprend la fonderie des métaux ferreux, fonte (NAF 275A), et acier (NAF 275C). Elle intègre également la fonderie des métaux non ferreux, aluminium et autres alliages légers (NAF 275E), et cuivre, zinc et alliages (NAF 275G).
Les techniques employées dépendent de l’alliage fondu, des dimensions, des caractéristiques et des quantités de pièces à produire. C’est une industrie de sous-traitance très dépendante des secteurs acquéreurs : automobile, sidérurgie, matériel de manutention, équipement industriel, matériel électrique, aéronautique, etc.

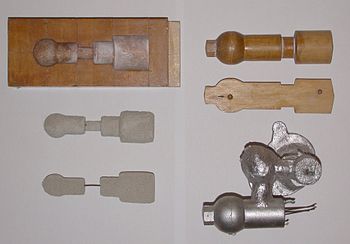
pièces de fonderie en bronze et en aluminium
On distingue principalement la fonderie effectuée avec des moules dits non-permanents, ou « moules perdus », généralement en sable et la fonderie avec des moules permanents en métal, qu’on appelle aussi « coquilles ».
Sauf dans les cas de moulage à modèle perdu (Lost foam ou cire perdue), le moule de fonderie de base est constitué de deux demi-moules assemblés au niveau du plan de joint. Ce moule de base peut être complété, suivant la complexité de la pièce, par un ou des « noyau(x) » en sable, ou bien une ou des broches (ou « poignard(s) ») pour le moulage coquille.
Moules non-permanents
Introduction
Un moule non-permanent est un moule qui ne sert qu’une seule fois, pour réaliser une pièce. Pour chaque pièce brute de coulée produite, le moule est détruit.
La fonderie à partir de moules non-permanents se divise en deux catégories :
- Le moulage traditionnel pour lequel chaque moule est fabriqué à partir d’un modèle permanent;
- le moulage par modèle perdu pour lequel on réalise autant de modèles que de moules.
Pour la fonderie traditionnelle, chaque moule est réalisé en « sable » ; il peut s’agir de sable silico-argileux (traditionnellement utilisé en fonderie) ou de silice liée par des résines (procédé plus récent dit « sable à prise chimique »).
Pour le moulage en cire perdue, appelé aussi « fonderie de précision » chaque moule est réalisé en un matériau céramique.
Le Lost foam est un procédé « intermédiaire » entre le moulage sable et le moulage cire perdue, avec lequel le modèle est perdu comme pour la cire, mais utilisant néanmoins du sable non lié pour la réalisation du moule.
Pour plus de détails sur un cas particulier : le moulage au sable, par gravité, de pièces prototypes ou petites séries en alliages d’aluminium, voir l’article « Fonderie d’aluminium ».
Contact en France pour avoir des informations sur le métier, le C.T.I.F. (Centre Technique des Industries de le Fonderie) est un Centre Technique Industriel.
Moulage sable : le sable
Caractéristiques
Un sable de fonderie doit satisfaire à deux exigences fondamentales qui sont :
- La mise en forme au contact d’un modèle mère en épousant tous ses détails. Le serrage du sable est effectué par un effort manuel ou mécanique (pression, secousse, vibration, projection mécanique ou pneumatique),
- la conservation de cette forme jusqu’à la solidification complète du métal ; cela sous-entend des caratéristiques mécaniques suffisantes pour résister à la pression statique du métal liquide ainsi qu’à la pression dynamique (afin d’éviter les phénomènes d’érosion) sans pour autant faire obstacle au retrait du métal en cours de solidification.
D’autres propriétés sont également nécessaires :
- La réfractarité, car le sable doit présenter une température de fusion supérieure à la température de coulée de l’alliage considéré,
- la perméabilité, qui permet l’évacuation des gaz contenus dans l’empreinte du moule ou générés lors de la coulée,
- l’absence des réactions moule-métal susceptibles de créer des défauts d’inclusions solides ou gazeuses dans le métal constituant la pièce,
- la facilité de décochage, afin de pouvoir séparer facilement la pièce obtenue de son moule.
Composition générale
La satisfaction de l’ensemble des exigences ci-dessus fait qu’un sable de fonderie est très généralement composé de trois catégories de matériaux qui sont :
- Un matériau granuleux ou sable de base qui en constitue la masse principale, en quelque sorte son squelette réfractaire,
- un liant destiné à agglomérer les grains entre eux et qui doit obligatoirement pouvoir évoluer de l’état liquide ou plastique à l’état solide, c’est le phénomène de durcissement,
- un certain nombre d’adjuvants, sans pouvoir liant mais néanmoins nécessaires à la réussite d’un moulage, destinés à conférer des propriétés secondaires comme l’état de surface ou bien les propriétés de démoulage (du modèle).
Il existe trois types de sable :
- Le sable naturel,
- le silico-argileux,
- Le sable à prise chimique.
Sable naturel
Il est directement extrait de carrière et se compose de silice, d’argile en forte proportion et de poussières. C’est la version « naturelle » du sable silico-argileux.
Sable silico-argileux
Les sables silico-argileux, dits aussi synthétiques par opposition aux sables naturels, sont constitués d’un réfractaire (Silice) aggloméré par de l’argile activée par de l’eau. Des additifs sont ajoutés à ce sable afin d’en améliorer son comportement à la coulée
Les constituants du sable sont :
- le sable siliceux
- l’argile, souvent du type bentonite
- les additifs carbonés
- l’eau
- d’autres éléments éventuellement
Sable siliceux
La silice (Si02) est largement répandue sur Terre. Extrait de carrières, le sable brut est traité par lavage, classé en fonction de sa granulométrie, puis séché. La pureté des sables ainsi traité avoisine les 99,5%. Le choix du sable dépend de sa granulométrie c’est-à-dire de la taille des grains qui le constitue. Elle est définie par le calcul de l’indice de finesse du sable.(indice AFS).
L’indice de finesse à une échelle définie tel que le plus petit indice représente une granulométrie grossière, exemple le 35 AFS, le plus fort indice représente une granulométrie fine, par exemple 120 AFS. Un indice élevé favorise l’état de surface de la pièce brute au détriment de la perméabilité du moule et vice versa. De plus un indice élevé amène à une vitrification plus précoce du sable. Dans les fonderies d’alliages ferreux cet indice est de l’ordre 55 à 65 AFS (cas des fontes), plus élevé dans le cas des alliages légers (où le problème de vitrication ne se pose pas).
NB : La température de vitrication de la silice pure est de 1700°C.
L’argile
L’argile, généralement de la bentonite, sert de liant entre les grains de silice par enrobage de ces grains. Cette argile est activée par de l’eau (masse d’eau incorporée égale au tiers de la masse d’argile).
Il est principalement constitué de Noir Minéral. Ce produit est un charbon pulvérisé dont la taille des particules est inférieure à 80μm. Son rôle dans le sable de moulage est d’éviter l’abreuvage, la pénétration de l’alliage entre les grains de sable.
L’eau [modifier]
Son rôle est d’activer l’argile afin de lui conférer sa plasticité.
Sable à prise chimique
Il est composé de silice (pour les fontes) ou de chromite (pour les aciers), de résines (environ 1% à 2% de la masse du sable) et d’un catalyseur (5 à 60% de la masse de résine). La polymérisation des résines, déclenchée par le catalyseur permet d’assurer la cohésion entre les grains de sables. L’ajout des résines et du catalyseur se fait juste avant le moulage, généralement à l’aide d’un malaxeur à vis rapide, muni de pompes doseuses qui délivre la quantité de sable préparé nécessaire à la réalisation d’un moule. La « durée de vie » de ce sable préparé (temps pendant lequel il peut être travaillé avant durcissement) est ajustable en fonction de la taille des moules à réaliser. Généralement de l’ordre de 5 minutes, elle peut être allongée jusqu’à 15 min pour le moulage de grosses pièces. L’ajustage de ce temps se fait en jouant sur le dosage du catalyseur. le sable est stocké «à sec», généralement dans un silo situé au dessus ou à proximité du malaxeur.
Il existe plusieurs types de résines, comme la « Furanique » ou le « PEP-SET », par exemple.
Comparaison des trois types de sables
- Le sable silico-argileux a des propriétés mécaniques faibles vis-à-vis du sable à prise chimique.
- Le sable silico-argileux est employé dans le moulage de pièce de faible dimension (de 10 à 800mm), de la fabrication unitaire à la très grande série, tandis que le moulage par sable à prise chimique permet aussi de réaliser de grosses pièces (de quelques grammes à 80 tonnes), mais généralement en faibles séries (1 à 2000 pièces).
- Le sable naturel est réservé au Fonderie d’Art car il donne une peau de pièce remarquable, cependant il est peu perméable et nuit à l’évacuation des gaz lors de la coulée, ce qui n’est pas génant en Fonderie d’Art car les pièces sont entièrement retravaillées, mais n’est pas admissible pour certaines pièces techniques (porosité de gazage). Ainsi, ce type de sable nécessite le percage d’évents (« Cheminée d’évacuation des gaz ») dans le moule afin d’évacuer les gaz emprisonnés dans l’empreinte lors de la coulée. Le moule en sable naturel nécessite un étuvage pour permettre de les secher car il contient beaucoup d’eau.
- Ces sables sont recyclables, le premier par dépoussiérage, ajout d’argile, ajout de sable neuf (rarement) et ajout d’eau. Le second par calcination, broyage dépoussiérage.
Après ces opérations ils sont réintroduits dans des silos de stockage ou des trémies pour être de nouveau utilisé. Cependant, il est souvent nécessaire, dans le cas du sable à prise chimique, d’utiliser du sable neuf au contact de la pièce, le sable recyclé servant à remplir les zones du moules sans contact avec le métal ;ou bien d’incorporer une certaine proportion de sable neuf au mélange. C’est pourquoi on utilise généralement :
- soit deux silos distincts,
- soit des silos munis d’une séparation.
Moulage sable : le modèle
Généralités
Afin « d’imprimer » dans le sable la forme de la pièce recherchée (et donc de faire le moule), on fabrique un modèle. Le modèle traditionnel en bois est de moins en moins utilisé, au profit de modèles en résine ou en métal qui, de plus en plus souvent, sont taillés sur des machines à commande numérique.
Le modèle a la forme de la pièce et permet de fabriquer le moule désiré. Il est souvent coupé en deux suivant le « plan de joint » et peut être complété par une ou plusieurs « boîtes à noyaux ».
Les boîtes à noyaux sont destinées à réaliser un négatif en sable des parties creuses de la pièce, ou des zones non démoulables directement (contre-dépouille). Les noyaux (en sable à prise chimique) réalisés dans ces boîtes seront disposés dans le moule avant sa fermeture.
Les différentes parties composant le modèle doivent avoir « de la dépouille », c’est-à-dire qu’aucune surface du modèle ne doit être perpendiculaire au sens de démoulage. Le démoulage en question est celui qui consiste à oter le modèle du moule, car le démoulage de la pièce s’effectue en cassant le moule (décochage).
Le modèle aura des dimensions légèrement plus grandes que la pièce à obtenir, afin de tenir compte du retrait de l’alliage au refroidissement. Ce retrait dépend principalement de l’alliage à mouler, mais aussi d’autres paramètres comme les épaisseurs moyennes de la pièce à réaliser. Le fondeur indique toujours au modeleur le retrait à prendre en compte pour la réalisation de ses modèles. Par exemple, dans le cas d’un retrait de 15 pour mille, une pièce finie de 1000mm de long aura un modèle de 1015mm de long.
Différents types de modèles
- Un modèle nature est un modèle en bois ou en résine dont la forme est celle de la pièce. Il peut être coupé en deux ou livré sur plan de joint, si ce « plan » de joint n’est pas plan au sens géométrique du terme ; dans ce cas, le modeleur livre avec son modèle un support matérialisant le plan de joint, dans lequel le modèle ira se loger.
- Un modèle en bois, résine, ou alliages métalliques monté sur plaques-modèle est coupé en deux et chaque partie est fixée sur une plaque comportant des dispositifs de positionnement. Ce type de modèle s’utilise avec des châssis, comportant les mêmes dispositifs de positionnement, destinés à contenir le sable et à le maintenir lors des manipulations du moule et de la coulée (sable noir). Les entr-axes des châssis et des plaques-modèle ne sont pas normalisés, chaque fonderie ayant ses propres standards.
- Un modèle en caissons (on parle parfois de moulage en mottes) est similaire au modèle sur plaques-modèle, mais la plaque est entourée de quatre panneaux de bois solidaires, montés avec la dépouille convenable. Le sable a prise chimique est mis en forme dans ces caissons et démoulé après prise (quelques minutes). On n’utilise donc pas de châssis. Les dispositifs de positionnement peuvent être des trous de broches ou des centreurs réalisés en sable.
- On utilise parfois aussi un modèle à usage unique, en polystyrène expansé dit « modèle poly« . Le modèle est obtenu par usinage et/ou assemblage de plaques de polystyrène. Il est très économique et permet de réaliser de grosses pièces, mais il est détruit lors de la coulée du moule. Il est utilisé pour la réalisation de pièces unitaires. Le modèle poly s’utilise comme un modèle nature.
Ce procédé réservé au prototypage ne doit pas être confondu avec le procédé « Lost foam » appliqué à la fabrication en série.
- Le modèle stéréo, réalisé en stéréolithographie est un autre type de modèle nature, dont l’utilisation se développe actuellement, uniquement pour le prototypage. Le modèle « nature » est réalisé par polymérisation de résine à l’aide d’un laser, d’après une définition numérique. Il s’agit d’un modèle léger et économique, adapté uniquement à la réalisation de quelques pièces.
- Dans le cas de la restauration de pièces de fonderie, par exemple, on peut utiliser la pièce à restaurer comme modèle, cette méthode dite de contre moulage, permet d’obtenir une pièce « neuve », mais de dimensions légèrement inférieures à celles de l’original (environ 12 pour mille dans le cas de l’aluminium) à cause du retrait. D’autre part, la pièce destinée à servir de modèle doit être « habillée », c’est-à-dire que l’on va remettre de l’épaisseur (résine, carton collé, etc.) sur les zones destinées à être usinées.
Procédé Lost Foam
Ce type de moulage dit PMP (Procédé par Modèle Perdu) est apparu dans les années 1980, il consiste à utiliser un modèle en polystyrène expansé qui restera dans le moule et se vaporisera à la coulée.
Le modèle
Pour la fabrication en grandes séries, le modèle est obtenu par moulage d’une « maquette » dans des outillages de type « presses à injecter de plasturgie ».
Les étapes du procédé
- Fabrication du modèle en polystyrène expansé.
- Assemblage des modèles en grappe.
- Trempage dans un bain de barbotine pour enduisage du réfractaire.
- L’ensemble est plongé dans un bac vibrant que l’on remplit peu à peu de sable.
- L’alliage est coulé dans le moule, le modèle se vaporise.
- Le sable est retiré, la pièce est prête pour être finie.
Particularités
Ses avantages par rapport à la coulée gravitaire en coquille métallique sont une meilleure rentabilité, une meilleure qualité, moins de pollution tout en permettant de réaliser des pièces aux formes complexes.
Moulage en cire perdue
Cas des Fonderies de précision
Les modèles sont en cire ou matière synthétique coulés dans des formes métalliques (on moule donc les modèles). Ces modèles peuvent être constitués de plusieurs parties assemblées.
Pour fabriquer les moules de fonderie, on monte les modèles en grappes puis on les trempe dans une céramique liquide puis on saupoudre de stuccos céramiques. Ces opérations sont répétées plusieurs fois jusqu’à obtention d’une couche de sept millimètres d’épaisseur au minimum.
La cire est ensuite liquéfiée par chauffage et évacuée, puis on coule le métal aluminium, acier ou bronze dans les formes encore chaudes.
Le principal avantage de ce procédé consiste en la réalisation de pièces avec des angles aigus, une surface très lisse et des tolérances dimensionnelles serrées. C’est d’ailleurs le seul procédé de fonderie de précision pour mouler l’acier. Après refroidissement il suffit d’éliminer la céramique par vibration ou au jet d’eau ou jet de sable.
Cas des Fonderies d’Art
La Fonderie d’Art est la spécialiste du moulage d’œuvres aux formes très compliquées. En effet, le sculpteur prend un libre choix des formes de ses statues et la Fonderie d’Art se doit de reproduire à l’identique l’œuvre de l’artiste.
Le modèle est obtenu à partir de la sculpture apportée par l’artiste.
Étapes du procédé :
- Analyse de la sculpture par le mouliste
- Découpe (éventuelle) de la sculpture pour faciliter l’obtention du modèle
- Surmoulage des parties de la sculpture avec un élastomère (nous obtenons un moule en élastomère de deux parties)
- Démoulage de l’élastomère
- Assemblage des deux parties du moule obtenu
- Coulée de la cire dans le moule
- Attente de la solidification de la cire soit en masse (pièce entière) soit en épaisseur (plusieurs millimètres de solidifiés puis revidage)
- Assemblage des différentes parties en cire du modèle
- Ajout du système de remplissage et d’alimentation, ajout des évents
- Enrobage du modèle d’une couche réfractaire, obtention du moule
- Etuvage du moule, la cire fond et est récuperée
- Coulée du moule
- Nettoyage de la pièce
- Ebarbage
- Ciselage de la pièce
- Polissage
Particularités de l’élastomère
L’élastomère offre des possibilités de réalisation de formes en contre-dépouilles complexes. L’élastomère par son élasticité et son allongement élevé se démoule simplement en se retirant des contre-dépouilles sans effort. C’est ainsi qu’il est possible d’obtenir des visages humains reproduits dans les moindres détails.
Particularités des œuvres d’art en bronze
L’œuvre une fois polie, révèle la couleur jaune/rouge du bronze, cependant il est constaté que la plupart des statues en bronze sont vertes, brunes, etc. C’est l’application d’une patine, (liquide composé d’eau et de plusieurs ingrédients secrets) sur les parties de l’œuvre chauffées au chalumeau, qui en s’oxydant donne cette couleur aux statues.
Les Fonderies d’Art sont ancestrales par leurs existances, artisanales par leurs réalisations, et modernes par leurs moyens de mises en œuvres (coulée sous vide par exemple).
Cas d’utilisation
Le moulage sable est principalement employé dans les fonderies de fontes et d’aciers, mais aussi dans les fonderies d’aluminium, pour la réalisation de prototypes et petites séries (aéronautique et armement, notamment) . Dès que la taille des séries le justifie, on préfère l’utilisation de moules permanents pour le moulage de pièce en alliages d’aluminium (côut de l’outillage beaucoup plus élevé, mais cadences importantes d’où un coût global de la pièce plus faible).
Le moulage en cire perdue est plus onéreux que le moulage sable, mais il permet d’obtenir des pièces fines et une grande précision dimensionnelle. De multiples nervures ou gorges sont réalisables de même tous types de détails complexes.
Entre autres applications sont fabriquées des pièces de structure pour l’industrie aérospatiale, mais le procédé cire perdue peut s’appliquer aussi à la fonderie d’art.
Le Lost foam est un procédé récent qui est notamment utilisé pour la production en série de certaines pièces d’automobiles. Ce procédé ne doit pas être confondu avec le moulage de pièces prototype à partir de modèle « poly », qui reste du moulage sable traditionnel au niveau de la réalisation du moule.
Moules permanents
Introduction
Pour la fonderie avec moule permanent, celui-ci est réalisé en métal (acier ou fonte). On appelle souvent ce moule « coquille ».
Contrairement au moulage sable, il n’y a pas de décochage de la pièce, mais un démoulage. C’est donc toujours le même moule qui est utilisé pour réaliser toutes les pièces d’une série.
Le moule est en :
- acier (5% de chrome) ou en fonte en moulage coquille gravité (ou basse pression)
- acier (5% de chrome) de type X38 CrMoV5 (désignation normalisée). L’acier, après usinage, subit un traitement thermique constitué d’une trempe et de deux (ou trois) revenus. La dureté finale visée est de 45 à 55 HRC environ.
Le moule est conçu par le fondeur, réalisé par le mouliste (qui peut sous-traiter la réalisation de la carcasse et des traitements thermiques).
Le moule est constitué :
- de la carcasse (en acier moins noble) qui a pour rôle de maintenir les empreintes et d’assurer le bridage sur le plateau de la machine à mouler.
- des empreintes en contact avec le métal liquide. Ces empreintes sont traités thermiquement et peuvent faire l’objet de traitements de surface (carbo-nitruration et traitement de surface type PVD TiAlN pour les broches et noyaux).
- d’un système d’éjection (pour sortir des pièces) constitué d’éjecteurs et d’une batterie d’éjection (plaque, contreplaque, …)
Les moules en fonderie sous pression peuvent être très complexes, coûter entre 30 000 € et 500 000 €, et représenter entre 10 et 15% du prix final des pièces réalisées (hors usinage).
Les empreintes ont une durée de vie de :
- 150 000 injections (pour les alliages d’aluminium)
- 500 000 à 1 million d’injections pour les alliages de zinc (zamak)
- 20 000 à 40 000 injections pour les alliages de cuivre (laiton 60/40)
Les empreintes « meurent » par fissurations progressives résultant des chocs thermiques (chauffage brutal lors de l’injection de l’alliage et refroidissement causé par le poteyage).
Différents types de fonderie avec moule permanent
On distingue plusieurs procédés en fonction de la pression à laquelle on coule le métal.
Pour les alliages d’aluminium, par exemple, la norme EN 1706 distingue trois types de fonderies utilisant des moules permanents :
- Le moulage en coquille par gravité, pour lequel le métal (Al Si7Mg, Al Si12, Al Si7Cu3, Al Mg10, …) est coulé à la pression atmosphérique (comme pour le moulage sable) dans un moule métallique,
On distingue :
- le moulage coquille conventionnel (statique)
- le moulage en coquille basculant (dans lequel la machine et le moule pivote, garantissant ainsi un remplissage plus calme eet une santé pièce améliorée)
- le procédé Cobapress (St Jean Industries) qui combine 2 phases, la première de moulage d’une ébauche et une deuxième de forge, permettant de donner un fibrage à l’alliage (Al Si7Mg) et d’améliorer les caractéristiques mécaniques (en fatigue en particulier)
- le moulage basse pression en coquille, pour lequel le métal (Al Si7Mg) est injecté dans le moule par le bas à une presion légèrement supérieure à la pression atmosphérique (de l’ordre de 0,7 bar) et
- le moulage sous pression, pour lequel la pression d’injection du métal liquide (Al Si9Cu3Fe) peut aller jusqu’à 700 bar et la vitesse d’injection dans le moule jusqu’à 50 m/s. À noter que la fonderie sous pression permet également de transformer des alliages de zinc, des laitons et des alliages de magnésium.
La fonderie sous pression est réservée à des productions grandes série pour des marchés de type automobile, électroménager ou électrique du fait du prix important de l’outillage (moule et outil de découpe). Le moule représente environ 10 % du prix des pièces.
Un cycle traditionnel en fonderie sous pression aluminium se décompose ainsi : – dosage du métal dans une louche automatique (four de maintien à proximité de la machine) – versement du métal dans le conteneur – phase lente d’injection – phase rapide d’injection – phase de compactage de l’alliage – solidification de la grappe – ouverture du moule (partie mobile) – recul des tiroirs (si présents) – éjection de la grappe (avance de la batterie d’éjection) – prise de la grappe en automatique (bras robot) et évacuation vers un bac d’eau (refroidissement) et un outil de découpe (presse à découper dans la cellule) – descente d’un bras de poteyage et poteyage (eau et agent démoulant) – phase de soufflage (pour éliminer l’eau résiduelle en surface) et sortie du bras de poteyage – fermeture des tiroirs et du moule partie mobile
La durée du cycle varie de 40 secondes (machine de 400 tonnes) à 2 minutes environ (machines 2000 tonnes) pour les alliages d’aluminium et de 10 s à 50 s pour les alliages de zinc (pièces plus petites). De très nombreuses pièces de taille réduite ou moyenne sont réalisées en moule multi-empreintes (2, 4 ou 8 pièces), ce qui permet de réduire les coûts de fabrication.
D’autres process de fonderie (non normalisés) et dérivant de la fonderie sous pression ont été développés. Ils restent à l’heure actuelle exotiques et peu utilisés :
- le squeeze casting (indirect) dans le lequel le métal (Al Si7Mg) est injecté à vitesse lente et solidifié sous très forte pression (1500 bars). Ce procédé est un peu plus développé en Asie.
- la thixocoulée (et Rhéocoulée), pour laquelle l’alliage d’aluminium est injecté à l’état pâteux (et non plus à l’état liquide).
Ce procédé, onéreux est encore peu répandu, mais est en évolution permanente. La thixocoulée, initiée au M.I.T. (Flemming/1970) consiste à partir de barres présentant une structure thixotrope. Ces barres sont coupées en billettes par le fondeur et réchauffées par induction sur carrousel multiposte ou sur système monoposte en parallèle. Le surcout matière est de 20% environ sur la matière. Récemment, plusieurs fournisseurs (SEED de Alcan, NRC de UBE, IDRA –> Ishinuma, Cooling slope, …) ont développés des systèmes (dit de Rhéocoulée) permettant au fondeur de fabriquer directement de la matière thixotrope à partir d’alliage Al Si7Mg conventionnel liquide. La rhéocoulée remplace la thixocoulée.
- le thixomolding. Pour les alliages de magnésium, le thixomolding (société Thixomat) a développé une technologie d’injection du magnésium (par une vis) à l’état pâteux. Ces machines sont commercialisées par les fournisseurs Husky (USA/Europe) et JSW (Japon). La vente est conditionnée par le versement de royalties (par machine). Près de 300 machines seraient en activité en Asie (Jap).
- les mousses d’aluminium qui sont des matériaux poreux en aluminium. Ils ont pour principales fonctions innovantes l’absorption d’énergie (crash box) ou de bruit, l’échange de chaleur…
Plusieurs types de mousses existent, à structure ouverte ou fermée… Ces mousses d’aluminium peuvent en particulier être obtenues par voie de fonderie. Cette technologie est mise en œuvre par le Centre Technique des Industries de la Fonderie (C.T.I.F.).
- Le recyclage en fonderie. Les industries de la fonderie (ferreux et non ferreux) permettent de recycler un grand nombre de matières premières issus d’autres industries ou d’autres filières technologiques. La fonderie peut ainsi utiliser des vieilles ferrailles, des copeaux d’usinage (en vrac ou compactés), des matières broyées (de plus ou moins grosse taille) et même des pièces entières de taille moyenne. En ce sens, on peut dire que la fonderie participe à l’éco-système industriel et à la valorisation des matériaux, dont on évite ainsi le stockage en décharge, coûteux et polluant. Le C.T.I.F. travaille sur cette problématique de recyclage. Ainsi, récemment, cet organisme a développé le recyclage des PNUR (pneus usagés de véhicule) au cubilot. Les pneus amènent une certaine quantité de fer et un matériau combustible, la gomme, qui remplace le coke de fonderie. Les alliages d’aluminium peuvent aussi être refondus presque indéfiniment.
Dans le futur proche, les véhicules automobiles en fin de vie seront déconstruits pièce par pièce. Ces pièces seront triées et les parties métalliques retourneront dans la filière fonderie. La déconstruction démarre à peine. À l’heure actuelle, le broyage permet déjà de récupérer un fort pourcentage de matières, cependant non parfaitement triées.
- La fonte en coquille. Au niveau mondial, environ 5 % de la fonte est moulé en moulage coquille (dans un moule métallique). Cette technologie spécifique est surtout utilisé dans les pays de l’Est (Russie) ou un savoir faire important a été développé pour des pièces jusqu’à quelques centaines de kilo environ. En France, New Die Casting (Rochefort) est le seul fondeur de fonte en coquille. Notons que cette technologie permet d’éviter l’utilisation de sable de fonderie.
Le moule
Contrairement à la fonderie sable pour laquelle le fondeur dispose d’un modèle qui est, en simplifiant, une maquette de la pièce grandeur nature, en positif et qui va lui permettre de réaliser autant de moules non-permanents qu’il a de pièces à fabriquer, l’outillage utilisé ici est un moule, donc un outillage dans lequel la pièce figure en négatif.
Ce moule est typiquement constitué d’une chappe (ou embase) et de deux demi moules coulissant sur cette chappe, qu’on appelle les coquilles.
Dans le cas du moulage coquille par gravité, pour de petites séries, les coquilles sont munies de poignées étudiées pour dissiper la chaleur (ce qui n’empèche pas de les manipuler avec des gants) et sont manoeuvrées manuellement.
Dans le cas de plus grandes séries, elles sont manoeuvrée sur machines, à l’aide de vérins pneumatiques ou hydrauliques.
Les formes intérieures de la pièces, si elles sont démoulables, sont réalisées à l’aide de broches ou poignards amovibles. Les formes non démoulables sont réalisées avec des noyaux en sable, comme dans le cas des moules non-permanents. Dans ce cas, il faut préalablement fabriquer autant de noyaux que de pièces à produire, et ces noyaux, une fois la pièce coulée et démoulée, sont débourrés comme dans le cas du moulage sable.
(le débourrage consiste à oter le sable qui se trouve à l’intérieur d’une pièce alors que le décochage concerne le sable qui est à l’extérieur.)
Mise en œuvre
Cette technique semble plus simple que le moulage sable dans la mesure ou le moule est « prèt » pour couler les pièces alors que la technique sable nécessite la fabrication d’un nouveau moule pour chaque pièce.
Cependant, le moule permanent nécessite une préparation avant la coulée qui consiste à :
- Éventuellement, monter l’outillage sur la machine appropriée (principalement en grandes séries) munie de ses vérins,
- préchauffer les coquilles,
- Vérifier, voir refaire le poteyage.
Poteyer une coquille consiste à enduire les parties en contact avec le métal en fusion de différents produits destinés, notamment, à contrôler la solidification, de la même manière que la disposition de masselottes et de refroidisseurs dans un moule sable ; ainsi qu’à éviter une adhérence du métal en fusion sur le moule métallique (Cas des alliages d’aluminium, l’alliage adhère facilement à l’acier de la coquille).
Cas d’utilisation
Le moulage coquille est un procédé pour lequel l’outillage (moule) est beaucoup plus onéreux et difficile à modifier que celui du moulage sable. Par contre, les temps production des pièces, une fois l’outillage préparé, sont beaucoup plus faibles.
Cette technique n’est pratiquement jamais utilisée pour les prototypes mais convient pour la série, en particulier en ce qui concerne le moulage sous pression.
Le moulage en coquille par gravité s’applique principalement aux petites séries (aéronautique par exemple) mais revient cher (à cause des frais de mise en route) si les quantités à produire sont faibles.
Terminologie
Les métiers
- Le Mouleur est celui qui fabrique un moule en sable, à partir d’un modèle.
- Le Noyauteur est celui qui prépare les noyaux qui seront incorporés au moule pour réaliser les parties en creux ou en contre-dépouille de la pièce.
- Le Modeleur est celui qui fabrique le modèle en bois ou en résine.
- Le Mouliste est celui qui fabrique un outillage permanent (moulage coquille et moulage sous pression).
- Le Fondeur est celui qui s’occupe des fours de fusion, qui prépare le métal avant la coulée ; et aussi, par extension, celui qui fournit des fonderies à ses clients.
- Le Décocheur est celui qui casse les moules pour sortir la pièce brute de coulée.
- L’Ebarbeur est celui qui finit la pièce en la séparant de son système de remplissage et d’alimentation et en meulant les bavures éventuelles.
- Le Grenailleur ou le Sableur est celui qui s’occupe de grenailler ou de sabler les pièces (bombardement de particules solides tels que billes d’acier ou corindon pour décaper le sable adhérent à la pièce brute de coulée).
Les techniques
- Emballer un modèle consiste à réaliser le moule autour de ce modèle.
- Noyauter consiste à réaliser les noyaux qui seront incorporés au moule.
- Démouler, dans le cas du moulage sable, consiste à oter le modèle du moule.
- Remmouler (prononcer ren-mouler et non re-mouler), toujours au sable, consiste à assembler avec précision, juste avant la coulée, toutes les parties du moule qui ont été préparées séparément : dessous, dessus, chapes, noyaux, bassins de coulée, etc.
- Décocher consiste à débarrasser la pièce coulée du sable qui l’entoure ou qu’elle contient.
- Débourrer, consiste à extraire d’un pièce, après coulée et solidification, le sable qui constituait les noyaux.
- Ejecter, consiste à sortir la pièce en moule permanent (gravité, basse pression et sous pression) à l’aide d’éjecteurs métalliques reliés à une batterie d’éjection
- Poteyage en moulage gravité coquille et basse pression consiste à revêtir le moule (en acier) d’un dépôt réfractaire (qui sera renouvelé une fois par équipe environ) de 50 µm à 400 µm (selon les zones) servant à protéger le moule et moduler les échanges thermiques.
- Poteyage en moulage sous pression consiste à pulvériser à chaque cycle sur le moule un mélange d’eau (98%) et de produit démoulant (2%). Cette opération sert à refroidir le moule, à protéger le moule et enfin à démouler correctement la pièce.
|

 Encyclopédie des métiers
Encyclopédie des métiers  Ajouter un métier
Ajouter un métier  Ajouter une vidéo métier
Ajouter une vidéo métier